What's the minimum hole size for laser cutting?
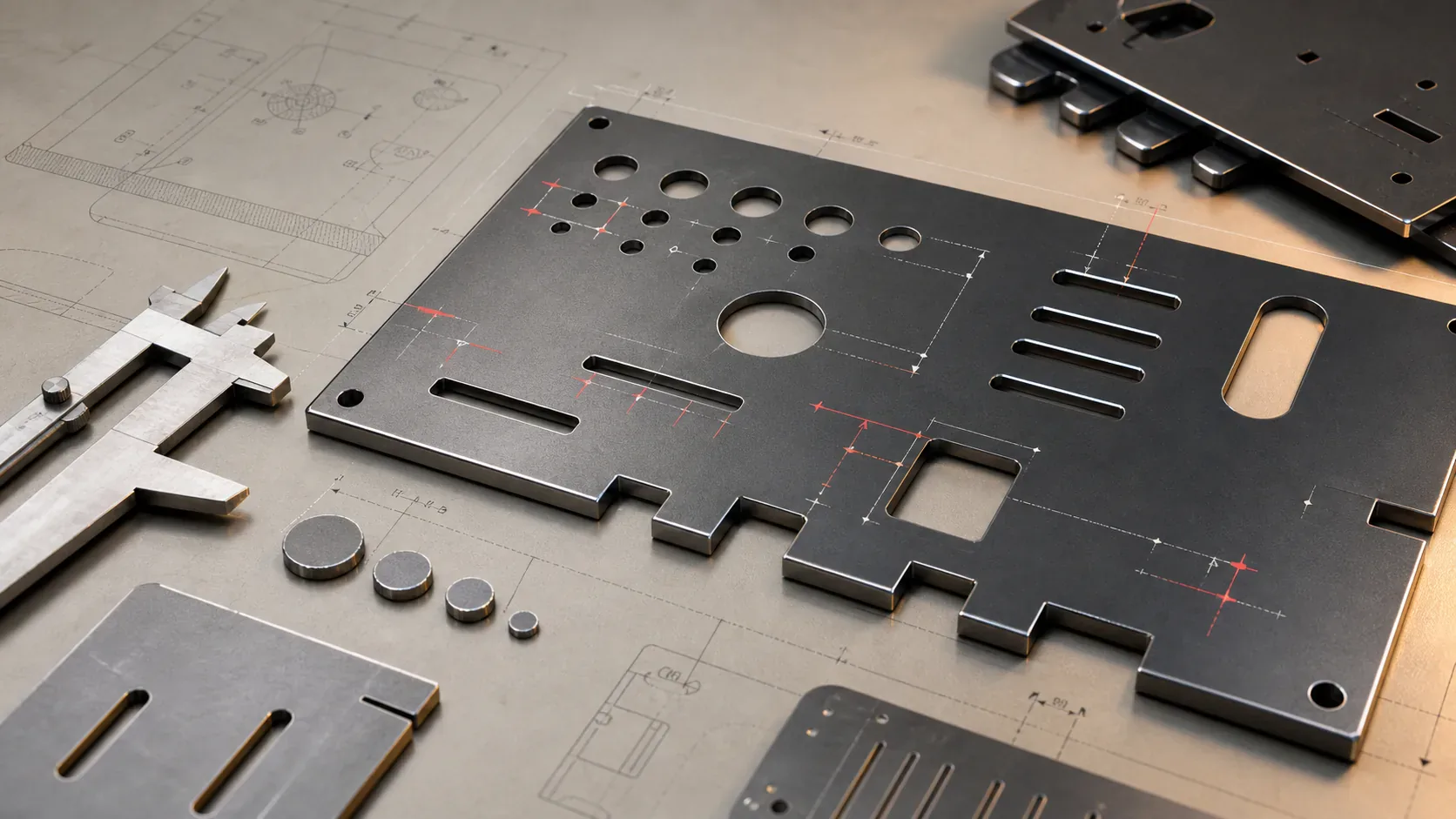
The general rule: hole diameter should be at least equal to the material thickness. A 1/4″ hole in 1/4″ mild steel is feasible. A 1/8″ hole in 1/4″ steel is risky — the kerf width and heat input start fighting the geometry, and the slug can stick or the hole can come out tapered.
For production-grade quality on holes smaller than the material thickness, expect either a slightly larger drilled hole as a secondary operation, or a tighter tolerance review at quote time. We flag it on every DFM review rather than discovering the issue at the first article.
Hole diameter is smaller than the material thickness. Risks include tapered hole walls, slug sticking, and inconsistent circularity. We flag it on DFM and recommend a drilled secondary or a tighter quote review.
Hole diameter equals material thickness — the conservative starting rule. Edge quality is consistent, slug ejects cleanly, and the part runs through production with no extra setup.
How close to the edge can a feature be?
Keep features at least 1× the material thickness away from any edge. A hole edge or slot edge sitting closer than that risks blowing through the material between the feature and the edge — leaves you with a slot instead of a hole, or a torn edge.
For parts that have to push that limit (compact brackets, electrical chassis with crowded layouts), we'll quote it but flag the risk. Sometimes a 0.5× thickness edge clearance works in 16 GA, but it never works in 1/4″ plate.
Use material thickness as the starting unit. If a hole, slot, or edge clearance is smaller than T, it needs a DFM review before production.
What is kerf compensation and do I need to worry about it?
Kerf is the width of material the laser actually removes — typically 0.005″ to 0.015″ depending on power, gas, and material thickness. If your part has a hole drawn at exactly 0.250″, the cut hole will be slightly larger than that because the laser cuts on either side of the line.
Most CAM software (and our shop's programmers) compensate for this automatically — the tool path offsets inward on holes and outward on perimeters by half the kerf. You don't need to compensate in your CAD file. Just draw to the nominal dimension. Tell us if you need a tighter-than-±0.005″ tolerance and we'll either route the part to a secondary operation or use a tighter program.
Do I need to add tabs to keep parts from falling through?
Usually not. Modern fiber and CO₂ lasers (including our TRUMPF Trumatic L3050) hold parts in place with the assist gas pressure plus the ribbed bed of the cutting table. Most parts up to 16″ × 16″ stay put without tabs.
Small parts (under 2″ in any dimension) on thin material may need micro-tabs — small uncut sections that connect the part to the parent sheet. We add these automatically when needed and break the tab off cleanly during deburring. You don't need to design them in.
What file formats give the cleanest quote?
DXF and DWG are the fastest path to quoting. STEP and IGES files for 3D geometry get unfolded to flat patterns at our end. PDF works but adds an hour of re-tracing — we charge for the time only when the file is genuinely problematic.
The must-have details: dimensions, material, thickness, quantity, and any tolerance tighter than ±0.010″ called out specifically. Bonus points for noting the application — if we know it's an outdoor part, we'll suggest galvanized; if it's food-grade, 304/316 stainless. Free DFM review on every quote.